










پر فروش ترین محصولات


جعبه ZOHA
555,000 تومان – 4,590,000 تومان

جعبه آماده JP
1,092,000 تومان – 9,410,000 تومان
جعبه آماده Yas
261,000 تومان – 3,810,000 تومان
جعبه آماده بالشتی ( پیلو پک )
384,000 تومان – 1,064,000 تومان

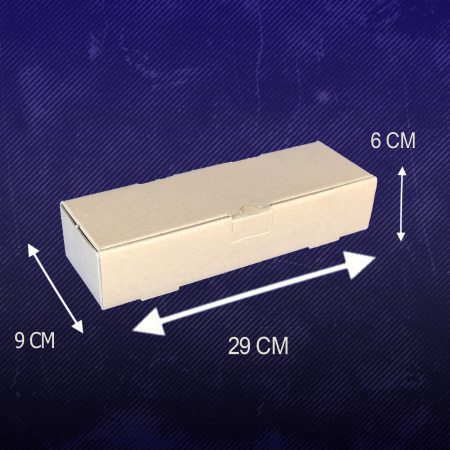
جعبه آماده بلند (بسته ی 100 عددی)
1,779,000 تومان – 2,539,000 تومان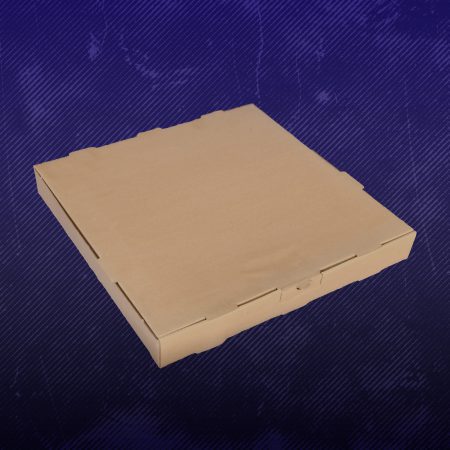

جعبه آماده پیتزا (بسته 1000 عددی)
3,510,000 تومان – 11,810,000 تومان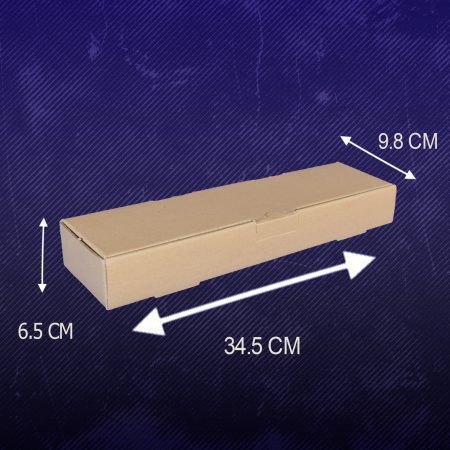
جعبه آماده ساندویچ
534,000 تومان – 5,510,000 تومان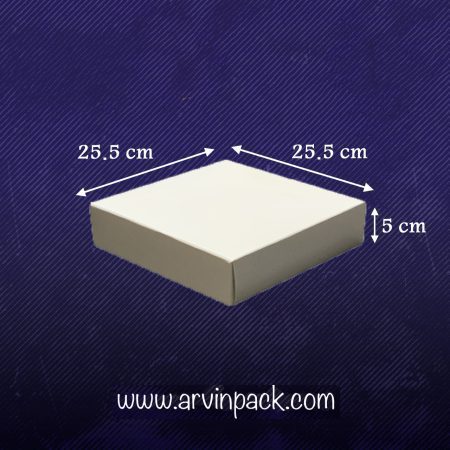
جعبه آماده سفید مقوايی JSH (بسته ی 1000 عددی)
26,000,000 تومان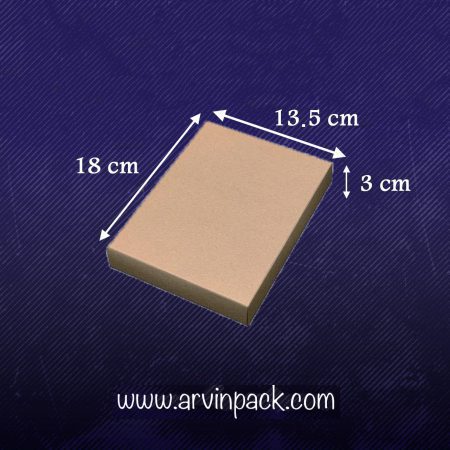
جعبه آماده کرافت JY
598,000 تومان – 4,790,000 تومان
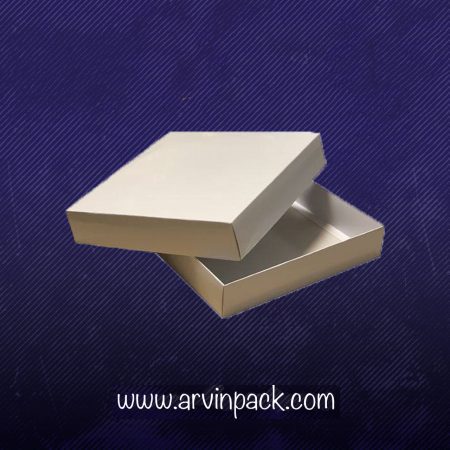
جعبه آماده مقوایی JA
1,168,000 تومان – 11,220,000 تومان
جعبه آماده همبرگر
557,000 تومان – 3,950,000 تومان
جعبه بلیستر آماده
246,000 تومان – 2,460,000 تومان
06
فروردین
بررسی موردی بسته بندی اپل – جعبه ایرپاد 2
بسته بندی محصولات اپل
در صنعت بسته بندی اولین و مهم ترین چیز برای مشتری ظاهر یا در اصل جلوه بصری آن...

07
اسفند
هوش مصنوعی در طراحی بسته بندی
هوش مصنوعی چیست؟
هوش مصنوعی (Artificial Intelligence یا AI) مفهومی است که به استفاده از رایانهها و...
05
اسفند
طراح مینیمال برای بسته بندی | طراحی مینیمال بسته بندی
طرح مینیمال چیست؟
طراحی مینیمال یک استایل ساده و کم حجم است که از کمیتی محدود از عناصر و رنگها است...

05
اسفند
طرح وکتور در طراحی بسته بندی | طراحی وکتور بسته بندی
وکتور چیست؟
وکتور در زبان گرافیکی یک نوع تصویر برداری است که با استفاده از شیءهای هندسی مانند خطوط...

05
اسفند
تاثیر متن در طراحی بسته بندی | ارکان و اجزای مهم بسته بندی
اجزا و ارکان مهم بسته بندی را نام ببرید
بستهبندی محصولات شوینده یکی از عوامل اساسی در تأثیر بر فرو...

05
اسفند
بسته بندی مواد شوینده و بهداشتی و هر آنچه که باید بدانیم
مواد شوینده چیست ؟
مواد شوینده محصولاتی هستند که برای پاکسازی و بهداشت اشیاء، سطوح، و مواد مختلف اس...


